
The Blue Mountain Biogas plant installed two covered digesters with a total capacity of 22 million gallons to manage manure from about one million hogs raised annually.
Bryan Orchard
BioCycle March/April 2014
In 2013, the Blue Mountain Biogas Power Generation plant came on line in Beaver County, Utah. Owned and operated by Alpental Energy Partners of Provo, Utah — developers of alternative energy power plants — the $17 million, 3.2 MW plant is generating electricity from biogas provided by the anaerobic digestion of swine manure. A portion of the capital costs was eligible to be covered by a U.S. Treasury 1603 Grant.
Murphy Brown, the livestock production subsidiary of Smithfield (the largest hog producer in the U.S.), operates the hog farms in Beaver County. The 10 farms on the 1,000-acre Blue Mountain site, along with adjacent skyline farms, produce around one million hogs a year, so a constant stream of manure is available for biogas production. Until construction of the Blue Mountain Biogas plant, all manure was transferred by the farming operation to settlements tanks, where it evaporated, releasing methane into the atmosphere. In addition to using that methane to generate energy, the biogas plant is effective in reducing odors from hog production operations. “What is good about this type of biogas project is that it has true measurable impact on air quality,” says Brady Olson, Vice President of Alpental Energy Partners.
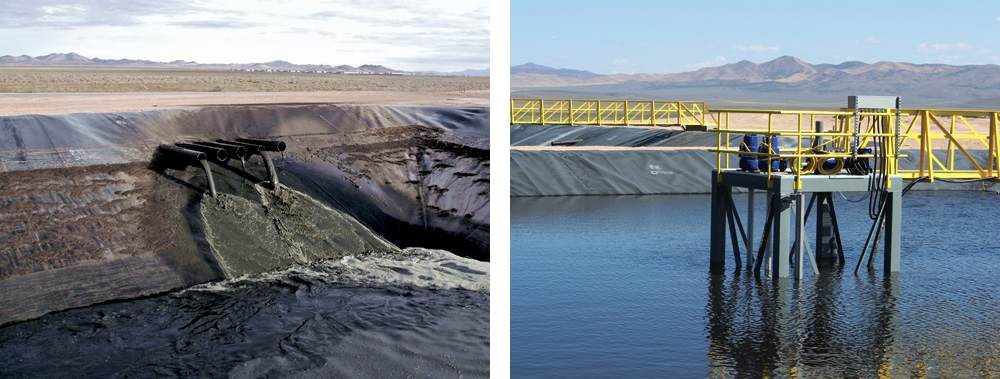
Liquid effluent is pumped from finishing barns to a one million gallon influent basin (above left). Submersible pumps transfer the liquid via a series of pump lift stations (above right) to the covered digesters.
Facility Design
The Blue Mountain Biogas plant operates by taking manure, diluted with water to reduce solids to between 2.5 and 5 percent, from the finishing barns into a one million gallon influent basin. Several lift stations are spread throughout the valley where the barns are located to collect the manure and pump it all to the influent basin. “The purpose of the influent basin is to provide operational flexibility to the process,” explains Olson. “The process of draining the barns is a manual one and it is necessary to feed the digesters with a constant flow of slurry that has a regular homogenous consistency.” On a typical day, the influent basin receives about 750,000 gallons of slurry.
The influent basin contains a single 25 hp KSB Amaprop hybrid submersible agitator that induces a suitable flow throughout the entire basin. This prevents a build-up of solids below the two Amarex submersible pumps, which transfer the liquid via a series of pump lift stations to the digester basins. The agitator is mounted on a guide mast located on the bridge extending above the surface of the basin and it can be turned to optimize mixing. Each lift station is equipped with KSB mixers that are activated prior to the pumps being switched on. This keeps the slurry in a homogenous state before it enters the central influent basin.
Blue Mountain Biogas has two in-ground, 30-foot deep complete mix digesters with covers supplied by IEC. The digesters are sunk into the ground and lined with concrete at the bottom and a 60 mil HDPE liner on the sides. Each digester has a capacity of 11 million gallons for a total of 22 million gallons. For the digestion process to be effective, the influent needs to be at a constant temperature of 98.5°F. Prior to entry into the digesters, the liquid passes through three heat exchangers to raise the temperature.

Four KSB Amaprop mixers were installed in the 11 million gallon digester basin — two at 10 feet off the bottom and two at 20 feet off the bottom — to create a circular pattern and stimulate digestion.
To maintain the temperature at 98.5°F during digestion, a floating cover insulates both digesters. A recycling system pulls waste out of the digesters to be combined with the slurry coming into the heat exchangers from the influent basin. The heat reclaimed from the engine sets is used to heat the slurry as it comes into the plant as well as replace heat loss in the digesters themselves. Retention time in the digesters is 24 days.
Each digester basin has four large blade Amaprop mixers rated at 8 hp that are positioned at the corners of the digester basins; two are set at 10 feet off the bottom and two are at 20 feet off the bottom. All point in different directions to create a circular pattern and stimulate digestion. Digested effluent is collected in a basin (also equipped with a submersible agitator); pumps then transfer the effluent to remote lagoon areas.
Efficient operation of the biogas plant is dependent on a constant supply of hog manure from the finishing barns. At any one time, there can be as many as 220,000 hogs at Blue Mountain. In the event of manure being in short supply, the adjacent Sky Line farm contains up to 280,000 hogs.
Power Generation
Biogas is vented into a scrubber tower to remove impurities, then into two gas compressors that dry and pressurize the biogas to feed two 1.6 MW Caterpillar engines.
The power is sold to a municipality in Utah under a long-term, 12-year power purchase agreement. According to Olson, Alpental expects to produce 25 million kW hours a year by operating on a 24/7 schedule.
The methane gas produced is continuously drawn from the digesters and passed through a scrubber tower to remove hydrogen sulfide using bacteria. From there, it passes into the primary gas compression skid and goes either directly into the secondary gas compression skid or the flare stack. The secondary gas compression skid measures how much gas needs to go into the two generators sets or it can divert the gas to a standby boiler. Should one of the generators be taken out of service for any reason, the standby boiler will burn the gas to produce the heat that may be required for the heat exchangers.
Design and construction of the plant involved Aqua Engineering, which specializes in design of wastewater and effluent treatment facilities, and W-Cubed, a local equipment supplier. Tracking and measuring the quantity of methane gas produced and destroyed for carbon credits is an essential process for the profitability of the Blue Mountain Biogas Power Generation Plant. The whole plant has been designed to optimize the methane gas content of the influent, minimize water usage and evaporate the digested effluent in order to reduce the impact on the environment.
Bryan Orchard is a UK-based independent journalist and feature writer specializing in fluid handling technologies and environmental engineering.









