

ANAEROBIC digestion has long been a subject of study in Europe. After Alessandro Volta (Italy), Michael Faraday (England) and Luis Pasteur (France), the German engineer Karl Imhoff was one of the first to study anaerobic digestion (AD). Imhoff laid the basis for the anaerobic treatment of sewage sludge at the beginning of the 20th century. He also suggested increasing the gas yield by adding organic wastes to the sludge (cofermentation or codigestion). Apart from wastewater treatment, where AD became an important treatment step, the production of biogas had a slow start in agriculture and in general waste management in Europe. Although two major efforts had been made to develop AD as a means to produce energy and fuel -around World War II and during the oil crisis in the 1970s – it wasn’t until the 1980s that the biogas business gradually began to grow.
Over the years, biogas plants have been built in several European countries, e.g., Denmark, Switzerland, Austria and Germany (Federal Republic and Democratic Republic), but in most countries, the framework conditions did not lead to sustainable long-term growth of the industry. Generally two different types of biogas plants developed – big centralized and on-farm.
Two countries that built large centralized biogas plants were Denmark and the German Democratic Republic (GDR), today’s Eastern Germany. The biogas plants in Denmark codigested manure delivered by different farmers and organic wastes, whereas the plants in GDR were operated in conjunction with large animal production facilities and used mainly manure as feedstock. In Denmark and partly in GDR, large upright tanks were used as digesters. In both countries, political events and changing framework conditions stopped the expansion of AD facilities.
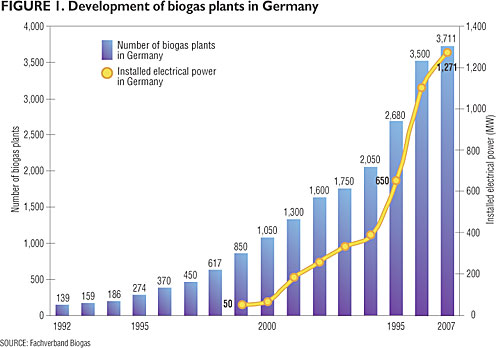
To date, (Western) Germany is the only European country that can look back on 20 years of continuous and increasing experience with AD, due mainly to favorable political framework conditions like the Renewable Energy Sources Act and its predecessors (Figure 1). Technologies vary depending on feedstock and task. On-farm biogas plants are by nature smaller than central plants and have been constructed using comparably simple technology. They are often built around flat tanks made from reinforced concrete. Large upright digesters also have been constructed on farms, often applying the same technology as the centralized Danish biogas plants, to treat larger volumes.
A Few Fundamentals
Basically any kind of biodegradable material – except for lignified material such as wood – can serve as feedstock for a biogas plant. Source separated organics, including a wide range of food wastes related to food production and consumption, are among the waste streams being processed. However, to optimize the biogas yield and the biogas plant’s economic performance, it is important to choose input materials that, when mixed together, form the necessary C:N ratio and contain neither inhibiting nor toxic components.
The type(s) of possible contaminants need to be identified and characterized, as this affects the required process technology. Questions to be answered include – but are not restricted to – whether or not the substrate is pumpable, if it is packaged or if it contains contaminants (e.g. sand, stones, plastics, metals, packaging, bones). Generally one or more of the following treatment steps are combined for conditioning feedstock and removing contaminants: grinding; pulping; screening; grit/sand removal; removal of floating contaminants; and pressing.
Typically an AD system is designed according to the feedstock’s dry substance content, the volatile solids, the necessary retention time and the gas yields. Pathogen content determines whether a pasteurization step needs to be included. Facilities without a pasteurization unit and contaminant removal techniques, like many on-farm biogas plants, can only digest “simple” feedstocks. Often they focus on digesting agricultural wastes and substrates (e.g. manure, grain wastes, silage), but depending on the legal conditions, they also codigest “non-risky” organic wastes (e.g. residues from vegetable processing, juice production, breweries or distilleries) to increase the gas yield, and hence the economic performance. Under the current framework conditions, it is difficult for biogas plants to achieve positive economics by only digesting manure.
Pretreatment Parameters
 If the AD facility aims at treating different kinds of wastes, a complex plant design is necessary. The following list provides guidance for determining the plant’s complexity based on pretreatment of the feedstock and the means for transporting materials into the digester – with 1 being easiest to implement and 5 requiring the most complex steps. Steps can be broken down into several subitems to refine the criteria for technology selection. Subitems also give an indication of whether or not certain types of input materials can be combined as feedstocks for the biogas plant.
If the AD facility aims at treating different kinds of wastes, a complex plant design is necessary. The following list provides guidance for determining the plant’s complexity based on pretreatment of the feedstock and the means for transporting materials into the digester – with 1 being easiest to implement and 5 requiring the most complex steps. Steps can be broken down into several subitems to refine the criteria for technology selection. Subitems also give an indication of whether or not certain types of input materials can be combined as feedstocks for the biogas plant.
1. Pumpable and easily mixable feedstocks with a balance of:
a. energy-poor material
b. energy-rich material
2. Mixing substrates in reception pit to get a pumpable mix
a. solid material (not pumpable)
b. liquid material
3. Solid material input device (e.g. feed hopper, auger)
4. Contaminant removal
a. only certain defined contaminants like plastic bags
b. various contaminants
c. depackaging (plastic containers only, fruits in glasses, canned food, etc.)
5. As above but with pasteurization
As feedstock handling difficulty and plant design complexity increase, so do the investment and operating costs. In general, the owner/operator of a biogas plant has several possibilities to gain revenues to cover costs: Sell (excess) heat and electricity; Sell digestate (liquid and/or solid fraction) according to fertilizer value; Charge gate fees for treating wastes; Create revenues via carbon credits and/or reducing odor emissions.
Experiences of AD facilities processing wastes in Germany show that there is no best solution for maximizing revenues. Operators need to be aware of the market and be flexible enough to change strategies depending on market conditions. In Germany, for example, from 1993 to 2000 a waste digestion plant could cover two-thirds of its cost by charging gate fees and one-third by selling electricity to the grid. After 2000, this ratio changed and charging gate fees covered at most one-third of the costs, with the remainder needing to be covered by other means, often selling electricity to the grid. Setting gate fees depends on the revenues generated from selling electricity, heat or digestate.
Feedstocks can be delivered to the AD facility in different ways depending on their properties. Liquid or pasty substrates (fats, preprocessed canteen or kitchen wastes) are usually delivered in tank trucks and the content is pumped into buffer tanks. Stackable or solid substrates (source separated organic household wastes, grain wastes) are emptied into a reception pit, where they are diluted and then pumped into the process. The receiving pit might be located outside or contained in a reception hall, depending on the feedstocks, properties (which need to be thoroughly analyzed during the design process). Plant location is another consideration. If, for example, residential areas are close by, authorities might request a completely enclosed reception area with a sophisticated odor control system. Other options include a direct feeding system for solid substrates consisting, for example, of a feed hopper and a piston pump or an auger screw that could be used to inject solids into the tank.
Pasteurization
In European Union countries, substrates from animal origin and animal by-products potentially contaminated with pathogens need to be pasteurized or sterilized, if they are to be digested in a biogas plant. EC Directive 1774/2002 categorizes the wastes according to the risk they potentially pose to health and environment. The directive also defines the parameters and the scope of sterilizing or pasteurizing the feedstock and describes various processing methods by specifying time, temperature, pressure and particle size. Those parameters are less strict for pasteurization than for sterilization (70°C vs 133°C, respectively), so AD plants often prefer to digest materials that only need to be pasteurized.
The general challenge is to cool down the pasteurized material before inserting it into the digester. This is relatively easy, if only a part of the input material needs to be pasteurized, because this material can be mixed with the other input materials in order to decrease the temperature. If, on the other hand, the total input material needs to be pasteurized, other options for reducing the temperature are required. One possibility would be to use a heat exchanger for heating up the input of the pasteurization unit. Plants that accept feedstocks that pose a potential risk to health and environment have to divide the delivery area into two separate sections: a black area to which the risky material is delivered and treated further, and a white area where all the other material is handled. To avoid contamination of the white area, both areas need to be strictly separated. After pasteurization those feedstocks can be fed into the digester.

Facility Examples
Preprocessing lines at two facilities are described in this section. The first is at a biogas plant in Noyon, France, which is currently starting up. The facility is designed to treat about 40,000 tons of organic wastes per year. The digester is a 3,479 m3 upright steel tank, and the gas produced fuels a 716 kW gas engine. The organic waste consists of fats, greasy sludge, cereal waste and unmarketed food. Pumpable feedstocks such as fats and greasy sludge are pumped directly into a buffer tank; all other wastes are delivered to the receiving hall and are emptied into the receiving pit. Dry matter content is adjusted by adding process water. The feedstock is then pumped into the mixing tank where it is mixed with the fat before entering the digester. All delivered feedstocks are free of contaminants. Processing and conditioning of the feedstocks are therefore not required. Also, pasteurization is not required but may be added in the future.
The Werlte biogas plant in Lower Saxony, Germany, is a large centralized facility with a throughput of approximately 110,000 m3 per year. It began operating in 2003 and is comprised of two steel tanks, each 3,200 m3. There are two 1,262 kW gas engines. The owner and operator is Biogas Werlte GmbH & Co. The facility services about 100 farmers, who deliver manure to be digested and take back digestate to apply as a fertilizer. Along with manure and fats, the plant is capable of receiving and processing all kinds of liquid and pumpable input substrates. Material is received within a hall with a capacity to accommodate two trucks at a time. Each bay is equipped with two different docking stations to empty the tanks depending on whether or not the truck has its own pump. From the receiving hall, material is pumped either to a manure reception tank or to an industrial waste reception tank. Full-stream pasteurization at 70°C for one hour, with complete heat recovery, is applied. The pasteurized material is transferred to a pair of primary digesters and subsequently to two secondary digesters. Both gas engines are containerized. There is 15,000 m3 of additional digestate storage provided on site, with the balance of the required six months storage capacity located off site.
Katrin Kayser is a project engineer with Krieg & Fischer Ingenieure GmbH, and began working with biogas projects in 2005. Katharina Backes, a management assistant at Kreig & Fischer, has been involved with biogas plant design and operation management since 1999.
Experience In North America
 KRIEG & Fischer Ingenieure GmbH has been involved in several biogas plants in North America, including an installation at the Inland Empire Utility Authority (IEUA) in Chino, California. IEUA’s existing biogas plant has two upright steel fermenters (4,500 m3 each). Input substrates are cow manure and different types of food wastes (e.g. cheese whey). The food waste is already liquid, pumpable and free of contaminants and can be delivered directly to storage tanks. In contrast, the cow manure – coming mainly from feedlots – has a lot of contaminants and is delivered to a reception hall. Contaminants are removed and the manure is rendered pumpable before it enters the digestion process. Biogas is compressed to 200 psi and is stored in special tanks. There is sophisticated digestate treatment yielding raw material for composting and cleaned wastewater.
KRIEG & Fischer Ingenieure GmbH has been involved in several biogas plants in North America, including an installation at the Inland Empire Utility Authority (IEUA) in Chino, California. IEUA’s existing biogas plant has two upright steel fermenters (4,500 m3 each). Input substrates are cow manure and different types of food wastes (e.g. cheese whey). The food waste is already liquid, pumpable and free of contaminants and can be delivered directly to storage tanks. In contrast, the cow manure – coming mainly from feedlots – has a lot of contaminants and is delivered to a reception hall. Contaminants are removed and the manure is rendered pumpable before it enters the digestion process. Biogas is compressed to 200 psi and is stored in special tanks. There is sophisticated digestate treatment yielding raw material for composting and cleaned wastewater.
The main lessons learned from projects in North America are that suppliers are much more specialized than in Germany, i.e., it proved difficult to find suppliers that are also able to install the respective equipment. In general, a second company is required for assembly, installation and start-up. This increases the interfaces of such a project and in turn leads to a higher input from the plant designer.







