

Craig Coker

Collection vehicle tips food waste and garden trimmings into receiving pit at the Winterthur anaerobic digestion and composting facility.
Winterthur, a city in the canton of Zürich in northern Switzerland, has the country’s sixth largest population, estimated at more than 100,000. In 2011, the City of Winterthur launched a 2050 energy policy to achieve long-term reductions in greenhouse gas emissions from current levels of 6.4 tons of CO2 equivalent (CO2eq)/person to a level of 2 tons of CO2eq/person. A portion of this goal was to be met by developing an anaerobic digestion (AD) plant to handle source separated organics (SSO) from Winterthur residents, and also SSO from the residents of the nearby city of Frauenfeld.
Winterthur and Frauenfeld formed a partnership with Axpo Kompogas AG (Axpo), to construct and operate a new dry AD plant that would produce carbon-neutral biomethane for distribution into the natural gas grid. The Winterthur plant was designed with a unique integration of the Kompogas® dry AD process, combined with the BioMethan amine scrubbing technology for biogas upgrading. The Engineering-Procurement-Construction (EPC) firm hired by Axpo was Hitachi Zosen Inova (HZI), which provides production of biogas and purification of biomethane in a fully integrated system.
The City selected a 1.5-acre site on the main road between Winterthur and Frauenfeld adjacent to an inert material landfill and a natural gas pipeline. The AD plant began operating in spring 2014. The Kompogas PF1500 horizontal plug-flow digester module has 25,000 tons/year of SSO processing capacity, producing up to 150 million standard cubic feet (SCF) of biogas that can be upgraded to 40 million SCF of biomethane. The plant is currently processing 22,000 tons/year. A total of 135,000 residents contribute kitchen and garden wastes in weekly pickups in summer and biweekly pickups in winter.
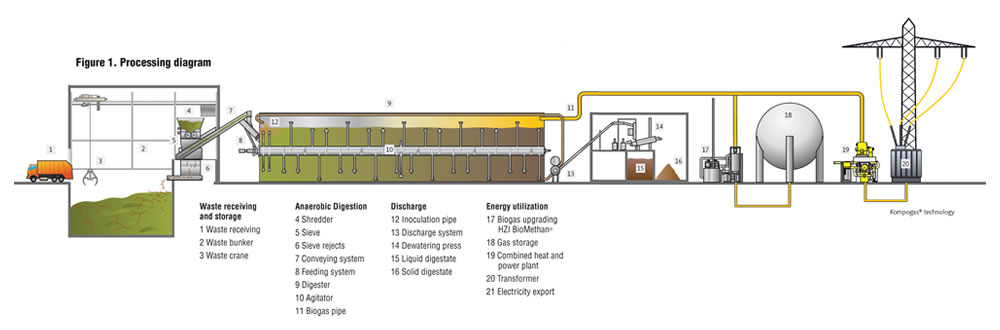
Figure 1, a Process Flow Diagram for the Winterthur facility, depicts the four main stages of operation: Waste receiving and storage; Anaerobic digestion; Discharge; and Energy Utilization.
Incoming feedstocks are unloaded into a pit bunker. The pit bunker approach was chosen to provide storage buffer capacity to separate truck deliveries from operational schedules and to allow for mixing of very wet material with dry materials. An automated crane is utilized to convey the organic mass through the pretreatment processes of shredding and screening before entering the digester via an inclined conveyor. Employing a pit bunker and crane enables fully automated feeding of the Kompogas plant, including at night and on weekends.
An Arjes counter-rotating cutting head shredder chops the food waste in the SSO into 2-inch minus pieces. Next, contaminants in the food waste, which are low, are removed by a Günther Anlagenbau MultiStar star screen. The prepared biomass is then automatically conveyed to the digester feed-in point. Feedstocks are metered into the reactor with a screw conveyor. All interior spaces operate slightly under pressure, with all air routed to a 65-feet long by 42-feet wide biofilter made of root cuttings. Residence time in the horizontal plug-flow reactor is 14 days. “Digestate, rich in thermophilic microorganisms, is added to activate and accelerate the anaerobic digestion process,” explains Markus Burri, Process Engineer with HZI. “The addition of process water creates the optimal consistency for decomposition, with moisture content residing around 70 percent. A specially developed natural gas heating system regulates the temperature during processing at thermophilic temperatures of 131°F (55°C). The process recirculates about 33 percent of the digestate output back to the front-end of the digester to keep microorganisms feeding the process. This facilitates high bioprocessing efficiency within the system.”

Biogas treatment includes removal of sulfur compounds and then upgrading to 97 percent methane purity using an amine scrubber. Biomethane is directly injected into a natural gas distribution pipeline.
Biogas Upgrading
Biogas is vented by the operating pressure in the horizontal reactor to a 66,000-gallon (250 m3) gas bladder storage system prior to upgrading. The raw biogas, which is approximately 52 percent methane, is collected and precleaned with activated carbon to remove sulfur compounds, before being fed into the BioMethan gas treatment plant. Upgrading to 97 percent CH4-purity biomethane is done using a heat-driven chemical absorption process known as amine scrubbing.
Chemical absorption is characterized by physical absorption of the gaseous components (in this case, CO2) in a scrubbing liquid followed by a chemical reaction between scrubbing liquid components and absorbed gas components within the liquid phase. As a result, the bonding of unwanted gas components to the scrubbing liquid is significantly stronger and the loading capacity of the scrubbing liquid is several times higher. The chemical reaction is strongly selective and the amount of methane absorbed in the liquid is very low resulting in very high methane recovery and very low methane loss. Electricity demand for the process is 0.1 kWh/m3 of biogas, according to Burri. Heat demand is 0.6 kWh/m3 of biogas.

Residence time in the horizontal plug-flow reactor is 14 days, after which digestate is dewatered in a screw press (top). Solids (bottom) are composted on-site, while liquids are taken to farms for land application.
The upgraded biomethane is injected directly into the gas distribution piping. The Swiss feed-in tariff for biomethane is $35/mmBTU. The gas can be used at one of several existing compressed natural gas vehicle refueling stations in Winterthur. Customers of the natural gas company also have the option to purchase different gas compositions (3%, 17%, or 100% biomethane) at a premium of up to 60 percent of the price of fossil-fuel natural gas. Many customers of the gas company pay the premium price for one of the biomethane alternatives available. Comparatively, for the same amount of heat or electricity generated, the biomethane produced at the Winterthur plant produces 80 percent less greenhouse gas emissions compared to burning natural gas as a fossil fuel.
Digestate from the Kompogas reactor is dewatered with a Kompress™ screw press to 35% solids. The liquid fraction from the screw press has a solids content of 16% and a N-P-K value of 0.5-0.2-0.4. Part of this liquid is recycled back into the reactor. The remainder is trucked 12 to 20 miles for application to farm fields where it is used as a certified organic liquid fertilizer. The press cake is composted on-site and the compost sold for use in gardening, landscaping and agriculture.
Craig Coker is a Senior Editor at BioCycle and Principal of the consulting firm Coker Composting and Consulting near Roanoke, VA. He can be reached at cscoker@jgpress.com.







