

Craig Coker
Contamination is a process and product quality issue for both aerobic composting facilities and anaerobic digestion (AD) facilities. For biological processing systems like composting and AD, contaminants can be simply defined as “something that was never alive”, although a more accurate definition would depend on the types and natures of the downstream processing that was intended. Some nonliving contaminants can be completely processed and end up in the final product with no adverse effect; for example, small gypsum drywall pieces in compost. Others have to be removed before processing begins so they do not risk damage to the biological processing system, such as toxic or hazardous chemicals, or risk damage to the equipment (rocks, large metal pieces, etc.). Contaminants that affect product quality (glass, metal, plastic, etc.) are removed both before and after biological processing.
Looked at another way, organics recycling is, in part, a search for order — a processing of heterogeneous materials into purer components. This quest invariably requires some materials be separated from other materials. In its simplest form, separation is a binary process, splitting a feed material into two components. Most organics recycling separation processes require the separation of one material from a mixture of many materials. This process has one input, the feedstock, and two outputs, the extract (recovered material) and the reject (the remaining material). In materials recovery facilities, a sequence of binary separation steps occurs in series, with each reject stream becoming more homogenous with each step.
Separation of materials requires identifying the appropriate characteristic by which separation can be done, and optimized. For example, color is the easiest characteristic by which to identify and separate a red bag of medical waste that was mistakenly mixed in with a stream of bagged organics. Magnetic attraction is the characteristic for optimizing separation of nails and screws from ground-up pallets. The key separation characteristics of all recyclables for processing fall into several categories: size, weight, density, hardness, magnetism, electrical conductivity and light refraction. Some materials are separated on the basis of more than one characteristic.
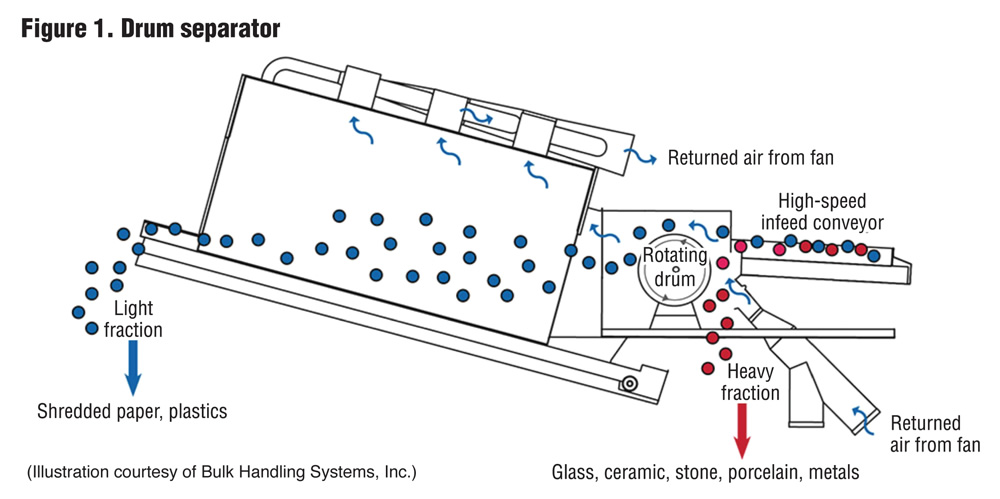
Figure 1. Drum separator
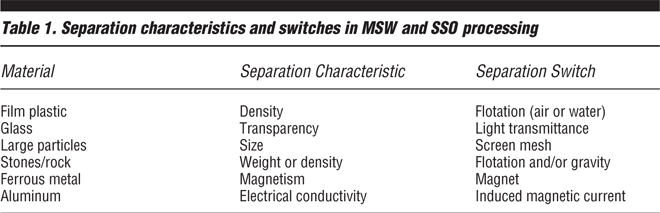
The ability of a machine to identify a property characteristic and to perform some function, actively or passively, on that material as a result of that information could be called “switching,” or separating the material according to that characteristic (Vesilind, 1984). For example, separating colored glass from clear glass uses transparency as the separation characteristic (i.e., transparent vs. opaque), and percent light transmittance as the switch. Another example would be a trommel screen, which uses size as the characteristic and screen mesh as the switch, allowing smaller particles to fall through and larger particles to be retained. A drum separator uses both weight and density to separate heavier organics from lighter film plastic (see Figure 1). A bag breaker uses hardness (or lack thereof) as both the characteristic and the switch to open bags of source separated organics (SSO) and separate out the film plastic. Table 1 summarizes some of the characteristics and switches used to separate out materials in solid waste and in SSO processing.
Separation systems are not infallible; the separation of clear glass from colored glass will always have some colored glass in the clear glass pile. The metrics used to evaluate separation efficiency are recovery and purity. Recovery is simply the percent recovered from the entire waste stream feed (percent glass captured vs. percent not captured). Purity is the percentage of the desired recovered material in the total recovered waste stream (i.e. percent colored glass in the transparent glass pile).
SSO usually has to be processed prior to separation and biological processing. Processing and separation systems for SSO tend to be either dry or wet systems. Dry systems include depackaging, grinding, shredding, extrusion, screening, magnetic removal, centrifugation and air entrainment. Wet systems include pulping, filtration, cyclonic classification, flotation and settling. Low-solids and continuous high-solids anaerobic digestion (AD) systems will often use wet processing and separation systems, while composting and batch high-solids AD facilities will often use dry systems. Many separation systems use some form of fluid transfer to facilitate the separation process. Air or water is often used when density is the separation characteristic, such as in the drum separator shown in Figure 1, or using a vacuum separator to pull film plastic from the discharge belt of a conveyor. Water is the separation medium when using a float/sink tank to separate floatables like lightweight plastics and sinkables like stones and bricks.
Dry Separation Systems
Screens
Contaminant separation can be done manually, but at considerable cost. Eric Walter, who owns and operates Black Bear Composting in Crimora, Virginia, uses manual methods of decontamination. “We are a small windrow operation handling food scraps from commercial and educational sources,” explains Walter. “We pick contaminants out of our process at eight different points between waste pick up and compost screening. These include soda straws, plastic cup and carton liners, yogurt and fruit cups, plastic utensils, and plastic bottles. I’d estimate we spend about 8 man-hours per week just picking out trash that’s mixed in with the food scraps.”
Screening is a dry separation process for both feedstock preparation prior to composting or AD, and for final product preparation to go to market. All screens work on the basis of the separation characteristic being size and the separation switch being the screen opening size. This is also a feature of grinders and shredders, which use size and screen openings to separate unground material from ground material. Screens are available in many sizes and configurations. Trommel screens are widely used by both composting and AD plants and consist of rotating metal skeleton drums with various bolt-on screen mesh sizes. Trommels with a 2-inch screen mesh and knife blades on the interior walls are used to separate organics from packaging, whereas trommels with a three-eighth-inch screen mesh are used to separate compost from wood chips. Other screens widely used in organics recycling include star screens, disc screens, vibrating screens and finger screens.
Depackagers
Several different depackaging systems have been presented previously in BioCycle (see “Depackaging Organics To Produce Energy,” June 2012). A challenge in mechanical depackaging is the wide variety of shapes and sizes of packaging. Mechanical devices like Scott Equipment’s paddle-equipped TurboSeparator are extremely efficient at separating packaging from consistently sized and shaped packages, such as paperboard bowls of packaged soup, but can be less efficient when handling a waste stream of differently sized and shaped objects, such as MSW. The author observed this machine in use separating tea from tea bags, where bag size and hardness were the separation characteristics and tearing force and screen size were the switches.

Figure 2. DODA BioSeparator
Photo courtesy of DODA USA
European technology has been imported into this country that is better suited to a mixed waste stream, such as the Italian DODA BioSeparator (Figure 2), which uses serrated edge counter-rotating screw augers that slice packaging while also moving the materials through the hopper, with an ancillary benefit of breaking open foods in the waste. In both examples, hardness is the separation characteristic, and physical destruction (through paddles or augers) is the separation switch.

Figure 3. Doppstadt Tiger shredder/screener
Photo courtesy of Ecoverse Industries
The Swiss Hybag Separator is an example of a hybrid system, using screw conveyors to depackage and move material into a horizontal hammermill, where the swinging action of the hammers lifts the lighter plastics up and into a separate collection container from the pulped slurry that falls to the bottom of the mill. JC-Biomethane LLC runs a 1.5 megawatt AD system in Eugene, Oregon, handling 350 tons/ week of postconsumer food scraps, mostly from the Portland region (see “Digester Fueled By Postconsumer Organics,” March/April 2014). It uses a 75-hp Hybag Separator that operates at 1,500 rpm. “Our incoming feedstocks contain contaminants at almost 10 percent by weight and the Hybag does a good job of separating out materials that are prone to losing shape from those that are not prone to losing shape, as the rotation of the hammers and the blower at the top propels the light stuff out” explains Dean Foor, CEO of JC-Biomethane. “We also use a screw press to separate the digestate into fiber and effluent, and then use basket screens on the effluent to get more contaminants out.”
Doppstadt USA has recently begun to distribute an Italian system, the Cesaro Mac Import Tiger HS 640 (Figure 3) for preprocessing of mixed or packaged organics. This is a combination shredder and screen, which uses hardness and size as the separation characteristics and shredding and screen mesh as the switches to separate organics from packaging. A screw auger at the bottom of the feed hopper both moves material into the unit and shreds open the bags. The Tiger HS 640 can use process water to slurry the organics for pumping into a low-solids AD system, or leave them drier for use in composting or in batch high-solids AD.
Extrusion
Extrusion is a process more associated with food production (think pasta) than with materials separation. The author observed a repurposed extrusion machine at a composting facility in the United Kingdom being used to separate woody fibers from screened compost overs. A German company, VMPress Technologies, uses extrusion to separate organics from contaminants. Its system operates at 9,000 to 14,000 pounds/square inch and forces SSO through a die plate to separate out the organics as a paste and remove the inorganics in the press (Figure 4). The pressed organics can be a feedstock to composting or AD and the inorganics have potential as a refuse-derived fuel.
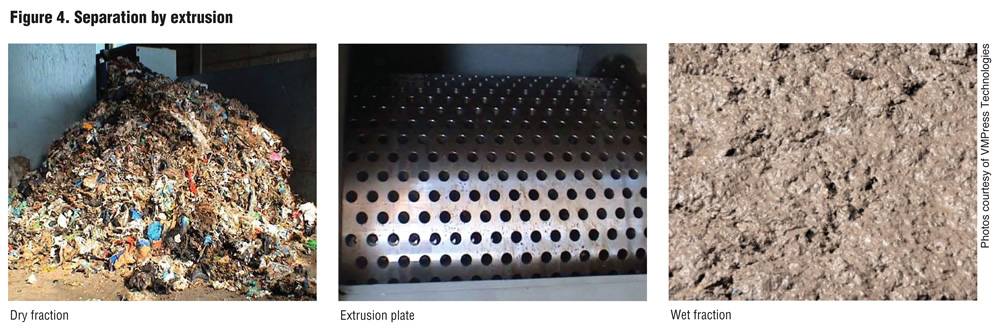
Figure 4. Separation by extrusion
Photos courtesy of VMPress Technologies
An Italian company, Promeco, offers an extrusion device called the Bioextruder© derived from the company’s pelletizing line of equipment. This machine uses friction and pressure to handle preprocessed materials (no metal or inerts larger than 4 mm (1/4-inch) in size and containing less than 5% plastic) and produce an extruded paste suitable for feed to an anaerobic digester.
Air Separation
Air entrainment is often used in composting facilities to separate out film plastic from the oversized woody particles from the product screening process. Several manufacturers offer that type of equipment. Figure 5 is an illustration of an air entrainment process designed to remove film plastic from the oversized particles on the discharge belt of a trommel screen. This particular device has both a positive pressure blower and a negative suction blower to remove lightweight contaminants. The density of the material on the discharge belt is the separation characteristic and air velocity is the switching mechanism.
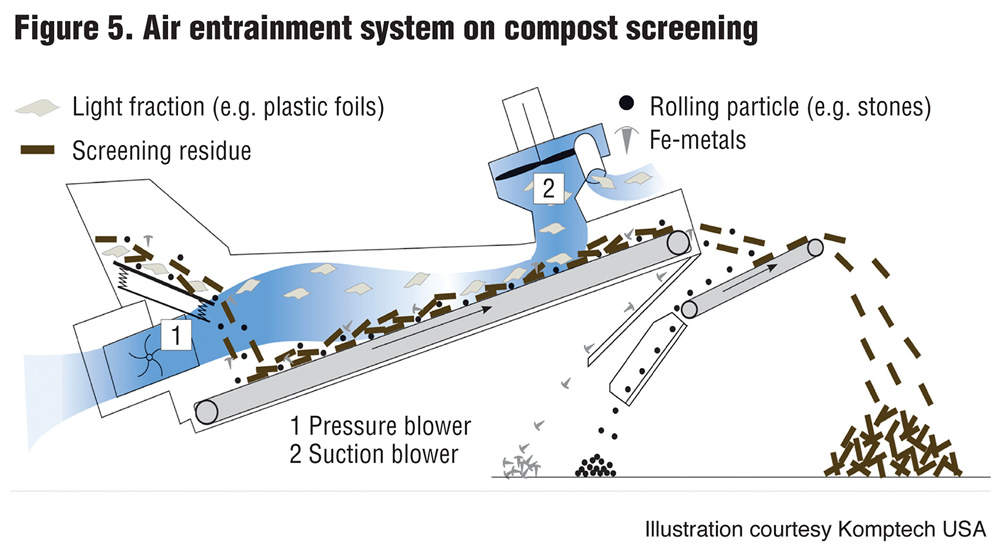
Figure 5. Air entrainment system on compost screening
Illustration courtesy Komptech USA
Silver Springs Organics in Ranier, Washington uses a Komptech Hurrikan at its facility. The 120,000 tons/year food scraps and yard trimmings composting facility receives feedstocks preground by others; some contamination escapes the separation techniques at the preprocessing facilities. “We see both compostable and noncompostable film plastic, hard plastic from broken yard waste containers, plastic bottles, dog toys, you name it,” notes Samantha Fleischner, the facility’s operations manager. “We do a three-way screening sort with a star screen and there is little contamination in our three-eighth-inch minus fine material, some observable plastic in the three-eighth to 1-1/4-inch fraction, and some in the overs, most of which seems to be hard plastic from PLA-based compostable tableware. The Hurrikan is a very efficient machine.”
Wet Separation Systems
Processes associated with wet separation systems include pulping, filtration, cyclonic classification, flotation and settling. Wet separation systems are more common in AD than in composting given the fundamental differences in process moisture content. Pulping, as the name implies, involves a physical process of mashing high-moisture solids into a mixture of solids and liquids, with the consistency of oatmeal. Several of the European technologies discussed above use pulping as a component of their process to prepare feedstocks for AD.
The Zanker Materials Recovery Facility in San Jose, California, takes in mostly dry feedstocks such as construction and demolition (C&D) debris, wood waste, mixed debris and soils. It uses a trommel screen to separate out fines. The larger materials from the trommel screen are conveyed to a hand-sorting conveyor where metal and plastic are removed. The remaining mixed debris is then conveyed into a rotating flotation tank (nicknamed “rocket”). Once in the flotation tank, light materials, such as wood waste, float to the top of the tank and are skimmed off. Heavy materials, such as concrete, dirt and metal, sink to the bottom and are dredged out by the rotating motion of the flotation tank for further recovery. The skimmed-off floating material is conveyed to the sorting conveyor where nonwood items (mostly plastics) are removed and later landfilled. The remaining wood waste is conveyed to a stockpile and later transported to the Zanker Road Resource Management Wood Waste Recycling Facility.
A new technology for processing digestates from a continuous high-solids AD system handling MSW has been developed by Organic Waste Systems (OWS). Named SORDISEP (for SORting, DIgestion, and SEParation), the system cleans the digestate through a multistep process. The first step adds water to the digestate, then passes it across a vibrating sieve that separates larger than 3 mm (0.12 in.) from smaller items. The larger pieces, mostly plastics, textiles, small bits of metal, etc., go to a trommel screen for further separation into a light fraction and “clean inerts.” The undersized fraction goes to a centrifugal sand separator that fractionates the stream into rough sand and organics streams. The rough sand is cyclonically split into wet sand and “plant debris;” the latter is returned to the organics stream coming off the sand separator. This organics stream is dewatered in a centrifuge to make a fibrous sludge cake. The technology is in pilot-scale operation at an OWS facility in Münster, Germany.
Craig Coker is Senior Editor of BioCycle and a Principal in the firm Coker Composting & Consulting (www.cokercompost.com), near Roanoke, Virginia. He can be reached at cscoker@verizon.net.
Reference
Vesilind, P.A., “Basic Principles of Materials Separation,” Proceedings, 16th Mid-Atlantic Industrial Waste Conference, Penn State, June 1984.









