
To help make the investment in an AD plant pencil out, a dairy and creamery in southern England threw its hat into the municipal and commercial organics processing arena.
Nora Goldstein
BioCycle December 2014
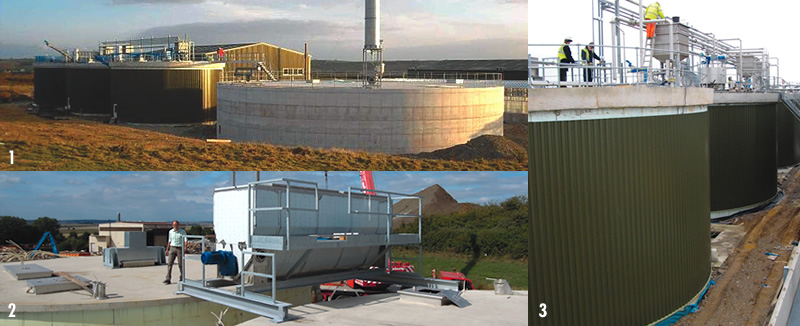
(1) Langage Farm’s 3-tank digester systems (left). Digestate holding tank with flare (in foreground) and digestate solar drying greenhouse (in rear). (2) Grit separation unit mounted on digester roof. (3) Digester tanks with Yield/FITEC self-cleaning tank system on top that perform grit removal with floor scraper, gravity separation and skimmer to remove floating contaminants.
Unlike many dairies, manure management was not a primary motivator for Langage Farm in Smithaleigh, near Plymouth, England, to build an anaerobic digestion system. Founded in 1959, the family run business opened a creamery in 1980, processing milk from its herd of Jersey and Guernsey cows into higher end retail dairy products such as clotted cream, yogurt, heavy cream and ice cream. The cows graze in pastures for about eight months of the year, coming indoors only during the colder months (from late November through late February). The farm has about 300 milking cows.
“We encountered two major challenges around the same time,” recalls Gary Jones, Langage Farm’s Technical Director. “When the United Kingdom started going into a recession around 2007-2008, sales of higher end products like ours fell off in the marketplace. To remain profitable, we needed to get our cost of manufacturing down. Our highest cost is labor, and we had done as much as we could to be efficient with our manpower. The second highest cost is electricity to power the creamery, so we decided to take a hard look at how to reduce those costs.”
The other challenge was that Langage Farm’s herd was down about 15 percent in milk yields, forcing the company to buy milk. “That was costing us about £100,000 per year,” adds Jones. “One of the reasons was the quality of the grass in our fields. We were over fertilizing with off the shelf products, as well as compacting the soil when driving on it. We needed to start using a nitrogen-based fertilizer for the grass that also had trace elements such as selenium, cobalt, sodium and other micro and macro particles that would increase the nutrient content and the biology of the crop.”
An anaerobic digester was viewed as a solution to both challenges — power generation and production of digestate to use as fertilizer. Jones was assigned the task of researching AD options, as well as evaluating the economics. It quickly became obvious that the farm needed to source high energy feedstocks in order to produce the quantity of electricity needed to run the creamery. Manure was only collected during the months the cows were in the barn and would amount to about 10 percent of the annual feedstock flow. In addition, the gate (tipping) fee from accepting off farm substrates would help the cash flow at the farm.
Determining how to size the digester required finding the sweet spot that would provide the amount of power the creamery required while also being affordable, notes Jones. “We needed a plant and the appropriate feedstocks that would yield the maximum power for the factory.”
To compete as a municipal and commercial organics processor, Langage Farm needed to install equipment to handle the packaging and plastic bags that are part of those feedstocks. “All of the material is either in bags and/or packaging,” he adds. “The smallest amount of packaging is in the residential stream where households scrape food waste into plastic bags. Conversely, supermarket food waste typically includes many layers of packaging, e.g., sandwiches individually wrapped in a tray, stacked in a carton with multiple trays that are wrapped with shrink wrap, put on a pallet, and shrink wrapped again!”

Two-armed floor scraper installed at base of each digester tank to remove grit.
Facility Design
Ultimately, Jones hired Finsterwalder Umwelttechnik GmbH (FITEC) to design the plant with three 1,000 cubic meter (about 264,000 gallons) tanks. To open the packaging and remove contaminants, Langage Farms opted for a multistage approach, starting with an Atritor rotating drum equipped with paddles that break open the bags. Material passing through the drum screens then goes through an Untha shredder for particle size reduction. “When processing food waste, it is required to be reduced to <12 mm (about a half-inch) from side to side,” explains Jones. “Anything that passes through the Atritor screen goes through the shredder set to yield 12 mm particles. That material then goes into a pasteurization tank where it has to be held at 70°C for a minimum of one hour.”
A fair amount of plastic, as well as bone, grit, eggshells and glass, end up in the fraction passing through the Atritor. Therefore, Jones worked with FITEC to equip each digester tank with a surface skimmer to remove floating contaminants (plastic, styrofoam, cork, etc.) and a curved scraping arm installed at the bottom of the tank that moves heavy particles to the wall of the tank and pushes them into a sump hole. Collected material is pumped up to a grit separation tank on the roof of the digester; heavy particles fall out, and the liquid is returned to the digester. “The skimmer operates very much like a pool skimmer, and potentially can be retrofitted into any tank,” says Rolfe Philip of Yield Energy, Inc., FITEC’s exclusive partner in North America. “The scraper requires a fixed roof that can support the grit separation unit and has a shaft that runs down the middle of the tank.”
Jones adds that the scraper runs four times a day, taking about four minutes per rotation. It effectively maintains the retention time of material in the digester by continually removing the grit, keeping the tank at its design capacity. The grit is used as a soil amendment. (It is blended with other materials at the point of land restoration to best suit its application at that point.) Retention time is about 55 to 60 days. The skimmer operates for 4 to 5 hours/day. It also is used to transfer material out of the digester tank.
Construction of the AD system began in December 2009, and it became operational in March 2011. The project cost over £3 million (about $4.7 million, a conversion of $1.60 per £) to develop. Langage Farm received £1.2 million in funding from the Anaerobic Digestion Demonstration Programme that was administered by WRAP (the United Kingdom’s Waste Reduction Action Programme). The farm took out loans to cover remaining costs.
Langage Farm has contracts with local authorities and waste companies for delivery of source separated organics to its facility. The farm also works in partnership with independent waste collectors that service the commercial sector in and around Plymouth, including hotels, pubs, restaurants, supermarkets and schools. “We projected an eight to nine year payback on our investment, based on the gate fees we anticipated from our contracts with the local waste authorities and waste haulers,” notes Jones. “We did our original calculations based on about £45/metric ton, but in reality, that figure has dropped as more AD plants come on line, and the food waste becomes more of a commodity. We are probably down by £200,000 to £250,000/year in gate fees from what we anticipated.”
Digestate Management
Digestate exiting the tanks goes through a screw press with a 1 mm screen to remove any light plastic contaminants still in the digestate. Langage Farm can apply the 4 to 5 percent liquid directly to its fields, although it has to wait 21 days before the cows can graze on fields where digestate has been applied. “We immediately noticed an increase in the quality and yield of the milk when the cows first grazed on those fields,” says Jones. “And our use of conventional fertilizer is about 15 to 20 percent of what we had been using. We still need to import fertilizer as the indices’ in the soil and the ratio of NPK in the digestate sometimes prevent any spreading to parts of the farm.”
More digestate is produced than can be used on Langage’s fields. The business plan for the AD system included selling the fertilizer to other farms. “Initially we had to pay farms to take the digestate,” he adds. “It was a new product and it takes a while for farmers to see — and believe in — the benefits. The first year, it cost us about £150,000 to distribute the fertilizer; the second year it was about £80,000, and this year we will make a profit.”
Digestate utilization is regulated by England’s Environment Agency, based on PAS 110 standards developed by WRAP. “We met that standard right away because of our FITEC equipment and our process,” says Jones. “The standard requires that three tests be done, with a three month gap between each test. We achieved the requirements straight away and maintained our compliance each time.”
The 500 kW engine produces all of the power for the creamery. About one-fifth of the electricity produced powers the preprocessing equipment. Any excess power is sold to National Grid. Heat from the engines is recovered and used to maintain the temperature in the pasteurization tank, as well as to meet the pasteurization needs of the dairy. “The regulations leave it up to the operator whether to pasteurize before digestion or after,” he explains. “We have found that pasteurizing before digestion reduces odors and formation of struvite. Plus we don’t have to heat the digesters themselves.”
When the AD facility first opened, Langage Farm quickly realized how differently the characteristics of the feedstock with regards to odor are from week to week. It began receiving odor complaints from neighbors. The facility worked closely with the Environment Agency, England’s regulatory authority overseeing organics recycling facilities, to improve its odor control capabilities. “We increased the number of air changes in our plant by adding an extra extraction fan and increased the size of our wood chip biofilter,” says Jones. “We also added DAX Air Science ozone units which helped. Most importantly, however, we increased our cleaning regime and, based on advice from FITEC, changed some conveyors, which were acting as waste traps. Ultimately it’s not the food that has been delivered that causes fly and odor problems. That feedstock is processed within a matter of hours. Instead, it’s the food left on floors, walls and surfaces which, when not cleaned, cause the biggest odor and pest problem.”
Next Steps
To improve contaminant removal on the front end of the system, Langage Farms is replacing its shredder with a BioSqueeze™ unit from FITEC. The cylindrical hydraulic separation press uses a piston to compress the slurry containing organic feedstocks and contaminants against a 6 to 12 mm (0.25-0.5-inch) screen. Organics flow through the screen and contaminants are trapped and ejected. To remove all organics that passed through with the contaminated fraction, the material can be heated and put through the BioSqueeze a second time, notes Philip of Yield.
The farm already has one BioSqueeze unit to process the separated fraction that is ejected from the Atritor. “Those plastics still contain organics,” explains Jones. “We ‘cook’ those materials in an autoclave and use the squeezer to press out the organic rich liquid, which goes to the digesters as feedstock.”
Improving the preprocessing line also will assist Langage Farm with its next venture — working with farms in the area to install small-scale digesters, and then supplying them with high strength food waste to process. “We will prepare and pasteurize the feedstock for them so that the farms don’t need to invest in separation equipment,” notes Jones. “The farms will have 200 to 250 kW plants, with their own manure and silage generating about 100 to 150 kW. Our feedstock will boost their power production and improve their soils with the digestate.” The farms will not install the skimmer inside the tanks as the unit can’t distinguish between the silage and plastic contaminants. “We plan to install a sieve separator before the cleaned organics are transported to the farms to remove any remaining small fractions of plastic contaminants,” he adds. Material will be sold to the farms based on the calculated methane gas value.









