

Craig Coker

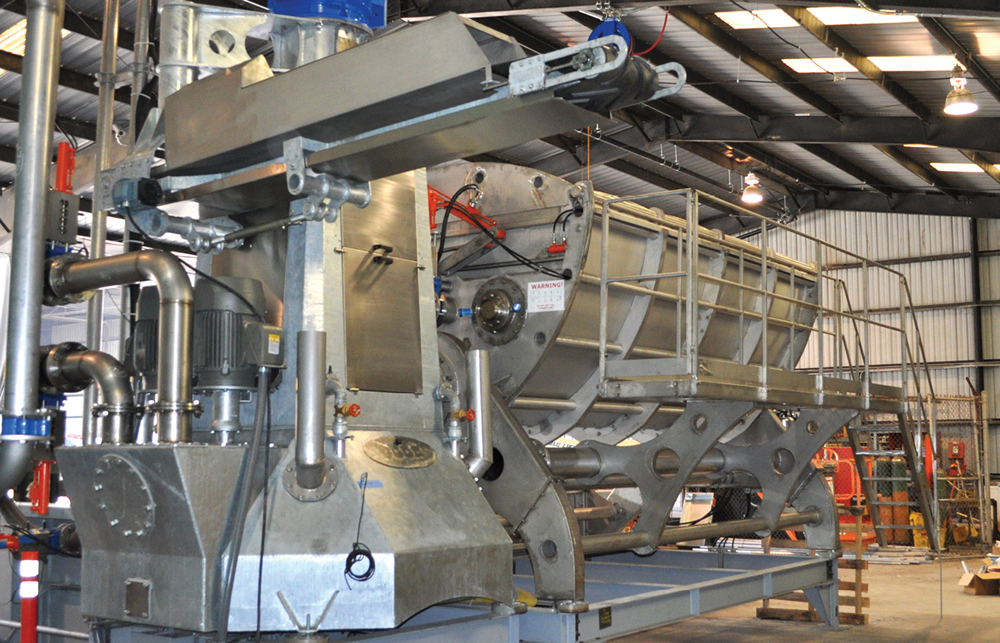
Packaging output from a Dupps-Mavitec food waste processing unit.
Contaminant is an oft-hurled epithet at food waste composting and anaerobic digestion facilities, reflecting processors’ frustrations at having to clean up the incoming organics stream to minimize equipment downtime, and preserve product quality and price points. Food products come packaged in an almost infinite variety of materials, shapes, weights, and densities. Almost all packaging is a contaminant, including (in some views) the ASTM-compliant compostable plastics that are beginning to capture market share. Packaging varies from the expanded polystyrene foam used to make the small sandwich tray to the flexible package pouch containing a juice drink to the ubiquitous film plastic used to cover and carry it all.
Regardless of how well-trained people are in source separation of food wastes, the purity of source separated organics (SSO) is always going to be less than 100 percent, and, in some cases, significantly less. The need to keep contaminants out of the feedstocks for a wet anaerobic digester system and out of compost-based finished product(s), coupled with the costs and difficulties of removing contaminants with human labor, has given rise to machinery that can do the job. The costs of mechanical removal are often passed back to the food waste generator instead of being passed along to the compost buyer.
Principles Of Materials Separation
Organics recycling is, in part, a search for order, a processing of heterogeneous materials into purer components. This quest invariably requires some materials be separated from other materials. In its simplest form, separation is a binary process, splitting a feed material into two components. Many facilities depend on the separation of one material from a mixture of many materials. In food waste recycling, this separation process has one input, the heterogeneous feedstock, and two outputs, the extract (the recovered material, e.g. food scraps) and the reject (e.g. waste packaging).
Separation of materials requires identifying the appropriate characteristic (i.e. a “code”) by which separation can be done and optimized. For example, color is the easiest characteristic by which to identify and separate materials; magnetic attraction is the characteristic/code for optimizing separation of ferrous metals from ground-up pallets. The key separation codes of all recyclables for processing fall into several common categories: size, weight, density, hardness, magnetism, electrical conductivity, and light refraction. Some materials are separated on the basis of more than one code.
The ability of a machine to identify a code and to perform some function, actively or passively, on that material as a result of that information is called “switching” or separating the material according to that identified code (Vesilind, 1984). For example, a trommel screen uses particle size as the code and screen mesh as the switch, allowing smaller particles to fall through and larger particles to be retained. Another example might be separating colored glass from clear glass, which uses transparency as the separation code (i.e. transparent vs. opaque), and percent light transmittance as the switch.
The metrics used to evaluate separation efficiency are recovery and purity. Recovery is simply the percent recovered from the entire waste stream feed (percent food captured vs. percent not captured). Purity is the percentage of the desired recovered material in the total recovered waste stream (i.e., percent actual food in the recovered materials pile). Food waste depackagers operate in the 90 to 97 percent recovery and purity range, depending on how much food remains adhered to the packaging after separation.
How Depackagers Work
A food waste depackager can use multiple characteristics and switches. For example, tensile/compressive strength is the code and applied force renders it open as the switch. Hardness, or resistance to force, can be a code, and pressure as a switch opens packages of SSO to separate out the packaging. The switches employed by the machines in the market today are variations on applied force, either in a tangential shearing action, a vertically-oriented hammering action, horizontal or vertical pressure through a metal sieve or screen, or some combination thereof.
Drawing from the hammermills common in grinding wood, early depackagers used similar applications of force, but the splintering of the packaging allowed small particles to pass through the sieve/screen. Newer models are designed to separate the packaging with the least amount of applied force necessary, through fine adjustments like changing the angle of paddles mounted on a shaft, and to convey that separated packaging out of the machine with the least amount of additional handling. The photo on the first page of this article shows the packaging from a Mavitec paddle depackager.
Systems In U.S. Market
Both American and European companies provide food depackaging equipment to the U.S. market. Many are focused on the anaerobic digestion industry, which uses depackagers to make contaminant-free food waste slurries that can be pumped into wet digesters.
DODA Bioseparator has serrated edge counter-rotating screw augers in hopper and vertically configured hammermill and punch-plate screen.
DODA
The Italian company, DODA, makes the BioSeparator, which uses serrated edge counter-rotating screw augers that slice packaging while moving the feedstocks through the loading hopper. There is an ancillary benefit of breaking open foods in the waste. The food waste then passes through a vertically-configured hammermill and a punch-plate screen. In the hopper, hardness (resistance to force) is the separation code and cutting/shearing is the separation switch. In the mill, hardness is the separation code, and applied force or pressure is the separation switch.
The DODA BioSeparator is used at composting facilities, including A1 Organics in Eaton, Colorado, and at AD plants, including CleanWorld in Sacramento, California and Quantum BioPower in Southington, Connecticut. Waste Management uses the unit at its CORe food waste processing plant in Los Angeles.

Doppstadt DSP 205 couples counter-rotating dual-auger mixing/feeding hopper with a screw press.
Doppstadt DSP 205
Doppstadt, a German company known for its grinders and trommel screens in the U.S. composting market, makes a screw press for food waste depackaging. A screw press is a slow-moving device that accomplishes dewatering by continuous gravitational drainage. The screw press squeezes the material against a screen or filter and the liquid is collected through the screen for collection and use.
The DSP 205 couples a counter-rotating dual-auger mixing/feeding hopper with the screw press. Food wastes enter the hopper, packaging is sheared open and the food waste enters the screw press, where the auger in the press forces the food waste against a stationary pressing cone. This pushes the food waste through screens. Foods and liquids drain through the 8 mm (5/16-inch) or 12 mm (5/32-inch) screen and the packaging and oversized materials are augered to the discharge port. The main drive is a 40 HP motor, while the screw press has a 110 HP motor. The machine can apply 13,300 to 19,200 foot-pounds of torque at a pressure of 1,740 lbs/sq. in. to the food waste and its packaging. Recovery rates are on the order of 99.2 percent and purity of the recovered material exceeds 99.5 percent, according to Doppstadt. There are two pending installations in the U.S. and several operating in Europe.

Dupps-Mavitec horizontal
shaft-based unit with mounted
flails or paddles. Residence time is adjusted according to feedstocks’ resistance to force.
Dupps
The Dupps Company is a 84-year-old Ohio-based manufacturer of rendering equipment that operates in partnership with Netherlands-based Mavitec to make and market rendering and depackaging equipment. Mavitec’s original food waste depackaging system consisted of a shredder with changeable screens, a screw press for extruding the food wastes to separate them from the packaging and a stainless-steel washing drum for the reject stream. “We found that contaminants like silverware were causing high maintenance costs, so we decided to redesign the unit,” explains Pascal Albers, an Area Sales Manager for Mavitec.
The redesigned machine is now a horizontal shaft-based unit with mounted flails or paddles. Residence time in the machine can be adjusted to depackage feedstocks according to their resistance to force by changing the angle of the paddles. Rotating at up to 800 revolutions/minute (rpm), the larger of two units is powered by a 60 hp motor and can handle up to 40 cubic yards (cy)/hour (approximately 20 tons) of supermarket waste (machine capacity is derived from the difficulty of depackaging). Mavitec offers a smaller unit, with capacity of 6.5 cy/hour (approximately 5 tons) of supermarket waste driven by 14, 24, or 29 hp motors.
Recovery percentage is about 90 percent and recovered material purity is 99.5 percent, says Albers, adding “we designed the machine to meet the Swedish inert content standard of 0.05 percent inert matter, excluding glass, which means metal and plastics.” Water can be injected into the depackaging chamber to help separate sticky solids from packaging (think peanut butter). Reject packaging can be dewatered with an optional screw press to reduce weights hauled to landfill or incineration. No newer Mavitec units are in the U.S. yet, but several are operating in Europe. There are some installations of the older units in the U.S.

Gemidan Ecogi wet pulping system.
Gemidan Ecogi
Gemidan Ecogi A/S is 100 percent owned by the Gemidan Group, a leading Danish waste management company. Originally established in 1988, the group is now active in a variety of waste and environmental sectors in Scandinavia and the United Kingdom.
The Gemidan Ecogi wet pulping system is intended to produce 17 percent total solids pulped food waste as a substrate for AD plants. The feed hopper is filled with a wheel loader. The extraction screw at the bottom of the hopper opens some of the packaging. During filling of the pulper the waste is mixed with excess water from the thickener. Pulping takes about 12 to 15 minutes. Further depackaging happens as the pulper is stirred. After passing through the pulper, the food waste is directed to a separation chamber where it is screened through a 6mm (1/4-inch) screen to remove any bits of packaging, then thickened with a screw press to the specified solids content. Purity of the recovered food waste exceeds 99 percent, according to the company. The reject stream is then washed twice to remove more food prior to dewatering to about 50 percent total solids. The system uses about one ton of water per ton of feedstock processed. Power consumption is about 30 kWh/ton treated waste. The Gemidan Ecogi system has recently been installed at an AD plant in Frederikshavn, Denmark.
Haarslev
Haarslev Industries is a Danish full-service rendering provider founded in 1973. The company handles products from its protein recycling division, including processing of feathers, blood, fish meal and fish oil, and creates components for feed and pet food production. Haarslev also provides environmental management equipment, including full or partial drying, hydrolysis, heat recovery and odor control in areas like drying biomass for biofuel and drying spent grain for feed.
Haarslev makes a 100-hp hammermill-based depackager, where the food waste packaging is burst open by the force of the falling hammers. The resulting mash is pushed through a 0.5-inch screen, separating the packaging from the food. Capacities vary from 11 to 16.5 tons/hour. The unit can add water to make a slurry for an AD substrate. Waste Management reportedly uses some Haarslev equipment at some of its CORe food waste processing facilities.

Scott Equipment food waste depackagers are horizontally configured where set of paddles or flails rotating at 400 rpm break open packaging. Empty packages are carried along top of processing chamber by rotating paddles or flails before discharge. Capacity of MEGA-THOR unit (seen here) is 40 tons/hour.
Scott Turbo Separator
Scott Equipment provides custom machinery for mixing, blending, coating, cooling, drying, separating, and size reduction. Its main areas of focus are agricultural (animal nutrition emphasis), industrial food and nonfood, and preconsumer and postconsumer waste processing systems. Scott makes five food waste depackagers: the TS-20, TS-30, TS-40, THOR and MEGA-THOR units, varying in capacities from 2 to 40 tons/hour and requiring footprints of 400 to 1,250 square feet (sq. ft.). These are horizontally configured machines where a set of paddles or flails rotating at 400 rpm are used to break open packaging.
One important aspect of the design of these units is minimal residence time to minimize fragmentation of the packaging and introduction of packaging pieces into the separated food waste. “For most commodities, we find that the food waste is separated from its packaging in the first 20 percent of the horizontal chamber,” explains Kevin Pedretti, Business Development Manager for Scott Equipment. “Once the package is empty, it is carried along the top of the processing chamber by the rotating paddles or flails so that the packaging leaves the chamber virtually whole.” More durable packaging, like jars of peanut butter in plastic containers packed into a cardboard box will be completely depackaged further along the horizontal processing chamber.
The Turbo Separator is designed to depackage food wastes without adding water to liquefy the food. “We have several installations depackaging food wastes prior to anaerobic digestion,” adds Pedretti. “For AD reactors that are liquid-based, the users are adding water to the depackaged food wastes so that low solids pumps can transfer the feedstock into the reactors.”
Composting facilities using the Turbo Separator include Republic Services in Anaheim, California, AgChoice in Newton New Jersey, E.L Harvey & Sons, in Westborough, Massachusetts, and Napa Recycling in Napa, California. Anaerobic digestion facilities using the Scott machine include Agri Energy in Exeter, Maine.

Tiger HS640 has vertical mill with package-lacerating feed screw augers, followed by bolt-on paddles to remove food waste, which gets pressed through punch-plate screen.
Tiger Depackaging System
Ecoverse distributes an Italian system, the Cesaro Mac Import Tiger for preprocessing of food waste. The Tiger is a combination shredder and screen. A screw auger at the bottom of the feed hopper both moves material into the unit and shreds open the bags. The Tiger can use process water to slurry the food waste for pumping into a low-solids AD system, or leave them drier for use in composting or in batch high solids AD.
The unit comes in two configurations: a low profile and the standard. The low-profile system has either a 30 kW (40 hp) or 55 kW (74 hp) mill motor, while the standard model has both of those motor options along with a third option for a 75 kW (100 hp) mill motor. This offers processing capacities of 10 tons per hour (tph), 20 tph and 40 tph. Separate motors run the feed side and the extraction side of the system. Machine floor footprint varies from 75 sq. ft. for the HS 30 to 216 sq. ft. for the HS 55 LP.
The Tiger has an 8-cy stainless steel hopper that can be fed with a forklift, loader or conveyor. Material is pulled into a vertical mill by two package-lacerating feed screw augers in the bottom of the hopper. (The second auger only turns on when it senses the main auger is working too easily and bridging of material may be occurring.) Once in the vertical mill, 19 wear resistant bolt-on steel paddles, spinning at 950 RPMs, remove food wastes from their packaging. The reject stream is lifted to the top of the mill to be extracted by an auger screw. The food wastes are pressed into either a half-inch or three-quarter-inch punch plate screen basket that wraps the entire shaft. At this point, water or other liquid can be added by two incoming lines at the middle of the mill, increasing the percentage of the liquid fraction as needed. Recovery rate is 96 to 98 percent for “dry extraction” (i.e. for composting feedstock) and 98 to 99 percent for “wet extraction” (i.e. for AD substrate), according to Ecoverse, and recovered feedstock purity is 99.5 percent or more.
Tigers are in operation at We Care/Denali in Staten Island, New York, Redux Nutrition in Vancouver, Canada and at both Missouri Organics Recycling and St. Louis Composting in Missouri.
An Evolution
Food waste depackagers have evolved significantly since the early hammermill-based models. Wet digestion facilities handling commingled source separated food wastes from commercial and/or residential diversion programs look to these technologies to minimize problematic contaminants entering their digestion reactors. Composting facilities handling similar wastes might consider these machines as well worth the investment to reduce contamination removal costs as well as to create new tipping fee opportunities for industrial food product depackaging and recycling.
Craig Coker is a Senior Editor at BioCycle and CEO of Coker Composting & Consulting near Roanoke, VA. He can be reached at ccoker@jgpress.com.










