Craig Coker
The mechanics utilized to separate food and beverages from their packaging were described in Part I of this depackaging series. In a nutshell, the systems available today to depack food waste and wasted food employ variations on applied force, either in a tangential shearing action, a vertically-oriented hammering action, horizontal or vertical pressure through a metal sieve or screen, or some combination thereof.
Both American and European companies sell food depackaging equipment to the U.S. market. Many are focused on the anaerobic digestion (AD) industry, which uses depackagers to make food waste slurries that can be pumped into wet digesters. Part II describes systems available in the marketplace.
Doppstadt DSP-205 BioPress
Doppstadt, a German company known for its shredders, grinders and trommel screens in the U.S. composting market, also makes a screw press for food waste depackaging. A screw press is a device that accomplishes dewatering and food waste separation by continuous gravitational drainage.

DSP 205 screw press
The DSP 205 couples a counter-rotating dual-auger mixing/feeding hopper with the screw press. Food waste enters the hopper, packaging is sheared open and the food waste then enters the screw press, where the auger in the press forces it against a pressing cone. This pushes the food waste through the screens. Foods and liquids drain through the 8 mm (5/16”) or 12 mm (5/32”) screen and the packaging and oversized materials are augered to the discharge port. The main drive is a 40 hp motor, while the screw press has a 110 hp motor. The machine can apply 13,300 to 19,200 foot-pounds of torque at a pressure of 1,740 lbs/sq. in. to the food waste and its packaging. Water is not added during processing. Recovery rates of the food contents are on the order of 99.2% and purity of the recovered material exceeds 99.5%% percent, according to Doppstadt. There is one unit operating in the U.S. and 15 units operating worldwide.
Drycake Twister
The Twister De-packager and Separator is based on Drycake’s third generation of its vertical cyclonic separation technology. Intended to produce a suitable depackaged food waste substrate for AD plants, there is one installation in the U.S. and seven worldwide. The U.S. installation at North State Rendering was covered in a BioCycle article (Goldstein, 2019).

Twister depackager
The Twister operates on the principle of a separation vortex. The system consists of a feed hopper with an upper screw auger to prevent bridging and a lower screw auger to feed the machine. The hopper also includes a patented debagger, so no prior size reduction is required. A vortex is formed in the screening drum (a vortex is a mass of whirling fluid or air, especially a whirlpool or whirlwind), which forces the organics through the screen while the packaging is routed upward for discharge.
A separate unit, called a Seditank, removes microplastics, silt, sand and grit from the depackaged foods. It uses baffles to separate floatables, like plastics, and an auger for removing heavier sand, silt and grit.
Dupps Mavitec
The Dupps Company is an 84-year-old Ohio-based manufacturer of rendering equipment that operates in partnership with Netherlands-based Mavitec to make and market rendering and depackaging equipment. Mavitec’s depackager is a horizontal shaft-based unit with mounted flails or paddles. Residence time in the machine can be adjusted to depackage feedstocks according to their resistance to force by changing the angle of the paddles. Rotating at up to 800 revolutions/minute (rpm), the larger of two units is powered by a 60 hp motor and can handle up to 40 cubic yards (cy)/hour (approximately 20 tons) of supermarket waste (machine capacity is derived from the difficulty of depackaging). Mavitec offers a smaller unit, with capacity of 6.5 cy/hour (approximately 5 tons) of supermarket waste driven by 14, 24, or 29 hp motors.
Mavitec depackager
Dupps/Mavitec has five installations in the U.S. and 60 worldwide. Different configuration settings and screens can be custom designed (configuration means a combination of paddle angles, screen mesh, rotational speed and adding water). Normal water usage is about 10% to 20% of the load for supermarket rejects but some of the installations are depackaging food wastes without added water.
Fitec
Fitec is a Canadian company with over 30 years of experience in developing and servicing AD facilities. Through its partnership with Finsterwalder Umwelttechnik in Germany, Fitec makes the BioSqueeze 200, a hydraulically operated separation press. Four units are operating in Ontario, Canada, and 20 elsewhere around the world. Capacity is 8 metric tons/hour (mt/hr).
The BioSqueeze acts on the principle of extrusion where resistance to force is the code and a sieve tube is the switch. Incoming feedstocks are shredded to 40 mm (1.5”) by a slow-speed shredder, and, if needed, process water is added before entering the unit. The BioSqueeze liquifies organics and removes contaminants based on their different density to produce a high solids bio-pulp. The contaminant fraction (<12 mm, or <0.5”) can be sent to a second BioSqueeze step to extract more bio-pulp and make the rejects dryer or they can be taken directly for off-site processing. The cleaned bio-pulp advances to hydraulically driven piston pumps designed to handle highly abrasive solids. The slurry is either pumped to a biogas plant or to a dump trailer for transport to an off-site AD or composting facility.

BioSqueeze 200
The BioSqueeze does not normally use any process water. If the organic waste is too dry, the operator can use the bio-pulp recirculation line with the integrated pumping system installed on all systems to add moisture and adjust the viscosity of the feedstock. All BioSqueeze systems come with process water connection points. According to Fitec, third party testing has verified that the bio-pulp is up to 98% contaminant-free, with more than 96% of the energy content in the mixed organic waste streams recovered.
For one module (two BioSqueeze units with 8 mt/hr processing capacity), total connected power is approximately 85kW. With an operationally efficient 65% of rated load, 55.5 kW of power is needed. This includes the feed auger, shredder, 2 BioSqueeze units, and 2 piston pumps. Normal operating cost range for all components in the system is $4 to $8/mt.
Gemidan Ecogi
Gemidan Ecogi A/S is 100% owned by the Gemidan Group, a Danish organic waste management company. Originally established in 1988, the group is now active in a variety of waste and environmental sectors (mainly recycling, composting and AD) in Scandinavia and the United Kingdom (UK). There are no installations in the U.S. and five operating worldwide.

Gemidan ECOGI
The ECOGI system uses a water-based pulping process to keep the non-organic packaging (glass, metals, and plastic) as whole as possible before separation. This “minimally destructive” approach to processing is designed to significantly reduce the amount of microplastic, glass, and metal particles in the bio-pulp created during feedstock pretreatment. The ECOGI wet pulping system operates to meet a customer-specified total solids content (typically 15-18%) for the food waste-based substrate destined for AD plants.
The feed hopper is filled with a front-end loader or an automatic crane system. The extraction screw at the bottom of the hopper opens some of the packaging during transport to the pulper. During filling of the pulper, the waste is mixed with process water and the remaining packaging will be opened during the pulping process through centrifugal forces. Pulping takes about 10 to 12 minutes per batch. Pulped food waste is directed to a separation chamber where it is passed through a 6mm (1/4”) screen to remove packaging contamination. The total solids content of the finished pulp-based substrate can be adjusted as required. Purity of the recovered food waste substrate exceeds 99.9%, according to an independently verified process monitoring analysis. The reject stream is then washed twice to remove any residual organics prior to dewatering to about 50% total solids. The system uses about 600 kg of water/mt of feedstock processed. Power consumption is about 18 kWh/mt of treated waste.
Monsal ADT Re:Sep 2
Available from SUEZ Water Technologies & Solutions, the Re:Sep 2 consists of a 50 mm (≈2”) shredder designed to open large packaging and stop large inorganic materials from entering the system. The second step is a vertical mill where water and source separated organics (SSO) are blended to make a slurry while removing the light fraction of inorganic materials from the system. Mesh sizing in the vertical mill can vary depending on the application but will fall in the 10 to 18 mm (0.4”–0.7”) range. The third and final step is pumping the slurry from the vertical mill through a hydrocyclone to remove abrasive grit prior to entering the digestion process. There is one installation in the U.S. that has been operating for three years, one under construction in Canada, and 12 operating in the UK.

Re:Sep 2. Photo copyright SUEZ; used with permission.
The first few installations built by SUEZ had the Re:Sep 1 that consisted of a shredder, hydropulper, drum screen, horizontal hammermill and static grit channel. As the market developed, SUEZ reduced the process steps, increased throughput, and lowered CAPEX/OPEX costs by designing the current system. The Re:Sep 2 aims to generate a 10% to 12% total solids (TS) slurry from the depackaging system and needs about 200 to 250 gallons of water/ton of wet waste processed. The connected load for the complete Re:Sep 2 system is ≈225 hp. Total electrical load to the plant varies based on operations schedule and number of Re:Sep trains installed. Most SUEZ facilities operate the Re:Sep system for 12 hours/day and 5.5 days/week.
Remu Screener-Crusher

Remu Screener-Crusher
A different approach to depackaging food wastes is possible with a Remu Screener-Crusher, which is attached to a front-end or a skid steer loader. The attachment consists of numerous blades mounted on a horizontal shaft inside. The blades cut the packaging away from the food waste. By changing the blade spacing, the screening particle size increases. For example, with a blade spacing of 0.6 inches, particle size falling through the screening attachment is 0.3 inches; with spacing of 3.7 inches, particle size is 3.5 inches. Remu makes more aggressive blades for pushing material through the screening system but more packaging is torn apart and may pass through the screen. Six organics recycling facilities in the U.S. use the Remu system.
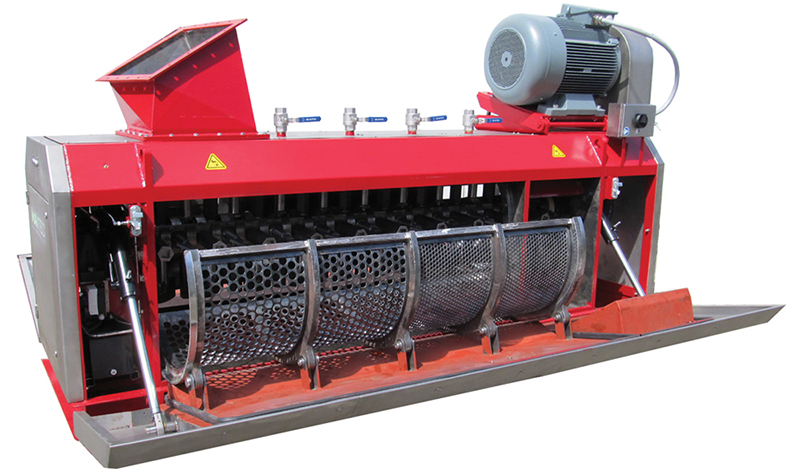
Smicon
The Dutch Smicon depackager is a new offering from Van Dyk Recycling Solutions. The depackager has swing hammers that remove organics from the packaging and push the separated organics through holes in the stainless steel screen. This original swing hammer paddle design provides input composition flexibility by allowing heavy contamination such as significant pieces of metal to not cause any damage to the equipment or any downtime. There is one Smicon installation in the U.S. and 40 in other countries.

Smicon depackager
“The Smicon can function with or without water,” explains Brian Schellati, Director of Business Development and Process Engineer at Van Dyk. “It depends on the infeed material and how pumpable the output organics needs to be. For example if packaged bread is the infeed material and the output needs to be pumpable, then water will be added to meet the desired consistency.” The unit is available in different configurations, with motor sizes varying from 11 kW (14 hp) to 110 kW (147 hp) and screen mesh sizes varying from 8 mm (0.3”) to 50 mm (≈2”). The paddles rotate at 500 rpm and the unit can handle up to 35 cubic meters (≈46 cy) per hour.
THOR Turbo Separator by Scott Equipment Co.
Scott Equipment has been manufacturing the Turbo Separator brand of depackaging systems in the U.S. for over 30 years for all types of recovered organics, from tea bags to 5-gallon pails of frosting to mixed commercial SSO. Scott makes five food waste depackagers — the TS-20, TS-30, TS-40, THOR and MEGA-THOR units — varying in capacities from 2 to 40 tons/hour and requiring footprints of 400 to 1,250 square feet (sq. ft.). These are horizontally configured machines where a set of paddles or flails rotating at 400 rpm are used to break open packaging. Scott Equipment has 150 installations in the U.S. and 350 installations worldwide.

Scott Turbo Separator
The Turbo Separator is the original flat paddle style depackaging system. Unlike a high rpm hammermill with narrow face “hammers” that smash the material until it passes through a screen, the Turbo Separator has a low-rpm horizontal shaft with 56 paddles that “slap” the packaged organics causing them to split at the seam, releasing the contents. Once released, the packaging has little mass and exits the machine horizontally with centrifugal force and airflow with reduced shredding. The machine does not need supplemental water to depackage food wastes.
Scott Equipment’s depackagers use between 47 and 173 kW of electricity depending on models and conveyors installed. Operating costs depend on density of materials to be depackaged (bags of potato chips vs. cans of beans), labor costs, electricity costs, and number of work hours per year. View system operations for grocery store mixed organics stream and grocery store packaging.
Tiger Depackaging System
Ecoverse distributes the Tiger Depackaging System made in Italy for preprocessing mixed or packaged organics. The unit is a combination shredder and screen. A screw auger at the bottom of the feed hopper both moves material into the unit and opens the bags through laceration. The Tiger can use process water to slurry the organics for pumping into a low-solids AD system, or no additional water to leave them drier for use in composting, animal feed applications, or in batch high solids AD. There are 25 installations in the U.S. and over 150 installations worldwide.
 A Tiger Depackaging System consists of a loading hopper that can be fed with a forklift, loader or conveyor, multiple package-lacerating feed augers, a vertical separation mill with a rotational speed of 1,000 rpm, and either a half-inch or three-quarter-inch punch-plate screen, an organic collection tank with auger and pump systems, and a packaging discharge auger. Three different size throughput capacities are available (10, 20 or 40 tons/hour). Units include a 30 kW (40 hp), 55 kW (74 hp), or 90 kW (120 hp) mill motor, which help determine the throughput of the machine. The different sizes offer processing capacities of 10, 20 and 40 tons/hour. Separate motors run the feed side and the extraction side of the system. Machine floor footprint varies from 75 sq. ft. for the HS 30 to 192 sq. ft. for the HS 55 and HS 90. Recovery rate is estimated at 96% to 99+% for “no water added, dry extraction” (i.e. for composting feedstock and animal feed) and 98% to 99+% for “wet extraction” (i.e. for AD substrate), according to Ecoverse, which adds that recovered feedstock purity is 99.6% or more.
A Tiger Depackaging System consists of a loading hopper that can be fed with a forklift, loader or conveyor, multiple package-lacerating feed augers, a vertical separation mill with a rotational speed of 1,000 rpm, and either a half-inch or three-quarter-inch punch-plate screen, an organic collection tank with auger and pump systems, and a packaging discharge auger. Three different size throughput capacities are available (10, 20 or 40 tons/hour). Units include a 30 kW (40 hp), 55 kW (74 hp), or 90 kW (120 hp) mill motor, which help determine the throughput of the machine. The different sizes offer processing capacities of 10, 20 and 40 tons/hour. Separate motors run the feed side and the extraction side of the system. Machine floor footprint varies from 75 sq. ft. for the HS 30 to 192 sq. ft. for the HS 55 and HS 90. Recovery rate is estimated at 96% to 99+% for “no water added, dry extraction” (i.e. for composting feedstock and animal feed) and 98% to 99+% for “wet extraction” (i.e. for AD substrate), according to Ecoverse, which adds that recovered feedstock purity is 99.6% or more.
Veolia ECRUSOR™
The Veolia ECRUSOR™ is aimed at the AD market to make substrates suitable for digestion. The machine uses two shaftless screw augers to force packaged foods against a plate with protruding teeth that puncture packaging; the rotation of the augers completes the depackaging. The augers ride against a punch plate screen, forcing the food and liquids through the screen and into a hopper beneath. Packaging is conveyed by the augers into a chamber where a water wash can rinse off remaining food particles prior to conveying the packaging into a dumpster.

Veolia ECRUSOR™
The machine uses about 35 gallons/minute of water but it is discontinuous; water usage is dependent on the material being depackaged. The drive motor is torque controlled and consumes 35 and 56 hp while in use depending on type of material being depackaged. Operating costs are estimated by Veolia at $1.48 to $2.36/ton of SSO processed. One unit is operating in the U.S. at a wastewater treatment plant; 15 are operating worldwide.
Craig Coker is a Senior Editor at BioCycle CONNECT and a Principal in the firm Coker Composting & Consulting (www.cokercompost.com), near Roanoke VA. He can be reached at ccoker@cokercompost.com.